




公司承接了戴姆勤公司中国首款JeeP汽车2.0T增压管红外线工装设计及制造。目前国内类似生产企业均还是采用了传统的热板焊接工艺无法满足客户需要,增压管一般为3D吹塑成型产品设计要求在管壁上焊接四外传感器按装阀座且有较高的拉力要求。
公司技术团队在技术总监(中科院上海技物所)胡亭亮博士的带领下克服了红外线聚能罩这一核心部件的设计攻关工作并运用伺服作为焊接拖压精确控制技术圆满地完成项目技术攻关和制造全过程的控制。
设备功能介绍
一、主体结构
1、全封闭工作机身内部由方钢焊接成型外部板金烤漆。
2、前部设有气动操作安全门上下移动,操作人员放置完产品后双手按下启动开关设备达成安全状态下开始自动焊接工作。
3、设备下机架内设有红外线**控制电源器、伺服控制器、寻:壹叁久零壹柒零壹零伍伍、气动元件箱等独立控箱。
4、独立的电器控制箱设在设备右则关与人机界面相连。
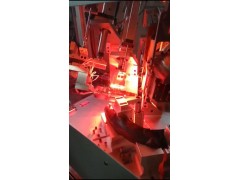
二、红外线加热单元
1、加热器组件
2、聚光罩组件
3、伺服驱动组件
4、电子尺
5、光电传感器
三、焊接冶具
1、焊接上工装
2、焊接下工装
3、产品焊接压紧装置
四、焊接流程
启动设计(各工位伺服原点复位)加热开启-- 放置产品本身和二件阀体 -- 启动焊接开关(安全门关闭,加热、热熔、压夺、复位)-- 取出和重新放置产品
五、检验
1、外观
2、单阀拉力
六、总装检验设备
1、管体件总装
2、气密测试
3、激光打标
4、包装